







Propellers

(Image: Mejzlik)
Blades of glory
A new generation of propellers, powered by cutting-edge R&D, and highly optimised for customer needs across efficiency, noise, weight and more, is available for order. Rory Jackson investigates
Serious manufacturers of certifiable uncrewed aircraft are growing relentlessly in number, not only thanks to defence industries expanding their activities in response to (hopefully) short-term conflicts, but also because of the upcoming Part 108 regulations on commercial BVLOS drones that stand to usher in a great new tide of aerial logistics, inspections, mappings and other UAV-driven services.
Nearly all of these different UAV applications will depend specifically on propellers, turbofan-based engines being ill-suited to the small-to-medium sizes and the relatively low altitudes and ambient air densities for which UAVs (being very well-suited tools for high-resolution data capture or last- to middle-mile deliveries) are appropriately built.
As a general trend across the board, companies traditionally producing smaller batches of high-end props are increasingly working to expand their manufacturing output in response to the simultaneous growth and maturation of the UAV industry, while those generally associated with hobby-grade props are ramping up their customisability, optimisations and QC procedures to meet the demands of serious, certification-minded aerospace customers.
The result is greater availability of better-quality propellers most anywhere one would look, not to mention more honed processes from concept through to delivery, as we unpack henceforth.
New products
Naturally, each customer will have different needs based on the type of UAV, power source (be it electric or fuel-based), mission and contract they provide for. Some for instance will need fast prototyping, some will need highly optimised aerodynamics and others will need folding propellers for easier transport. And, of course, a proliferating type of very particular military drone just needs something lightweight, cheap and reliable enough for a one-way trip.
Notably, for those in defence with greater stealth needs, high-end propellers made from fibreglass composite are increasingly ordered and offered over the more dominant carbon composite. The latter emits significant levels of electromagnetic activity when spinning, and is thus quite visible on radar during operations, whereas the former is comparatively radar-transparent and so is far less likely to betray a UAV’s position or heading.

(Image: Helix Propeller)
For those in search of even further stealth (or simply to reduce noise pollution from drones), whether in defence or low-altitude commercial flight, we have seen a few examples of propellers with comb- or saw-like trailing edges that produce a more linear downwash airflow than conventional designs, and missions with such props are undoubtedly reducing noise outputs.
To our knowledge, however, such props are not yet being produced at scale. At least one successful UAV project by a vertically integrated supplier, however, has seen a propeller fitted with stainless steel skirts at its trailing edges, which were laser-cut to resemble owl feathers, and thereafter proven in extended wind tunnel testing to greatly reduce noise even at 200 m away.
An arguably even more unconventional alternative has materialised within the past few years in the form of propellers whose blades sweep forwards in a talon-like shape, in stark contrast to the neutral and backwards sweeps more conventionally adopted. Such propellers are claimed to exhibit better aerodynamic efficiency, top speeds, static thrust and vibration performance than those with conventional shapes, having been proven so far in some crewed aircraft applications (including with the added complications of being integrated into a five-blade hydraulic variable pitch hub); one can safely assume they would work just as well in uncrewed systems.
Such propellers have not been seen until now partially because of the insanity some attributed to those even attempting to derive use from such unusual shapes. The actual scientific reason for their absence from the field comes down to the high vibrations a forward sweep induces in operation, due to how they must cut forwards through – and hence, fight against – the wind.
Minimising those vibrations requires manufacturing the blade incredibly thin – so thin, in fact, that historical attempts to do so with wood and metals failed, for varying faults in stiffness, structural integrity and other critical parameters. Only modern advancements in carbon fibre have enabled the thinness (while retaining necessary structural strength) needed to unlock forward-sweeping propellers to the likely benefit of the first UAVs to employ them at scale.
Indeed, the case for carbon continues to grow across propeller applications, with thousands of all-carbon-fibre blades for uncrewed helicopters having been supplied to the industry over the past few years (such products traditionally made from fibreglass or a mixture of glass- and carbon-reinforced epoxies).
At the much smaller sizes of uncrewed helicopters relative to crewed helicopters, the former’s blade lengths generally run from 3 to 120 cm, and so the flexibility advantages of fibreglass blades are somewhat reduced, making carbon a viable choice. Moreover, the brittleness of carbon fibre, and thus its capacity to break and dissipate energy in response to an impact, can actually be useful in reducing overall crash damage to a downed small helicopter UAV.
Helicopter blades do represent a unique design challenge over props for fixed-wing or multi-rotor aircraft, especially because the former must exhibit a very different weight distribution internally to facilitate autorotation. Moreover, correctly designing a helicopter propeller bears accounting for the differing centres-of-gravity, -aerodynamics, and -balance such that the blades do not vibrate excessively.
Protection systems
As UAVs are built larger and with more expensive, high-end subsystems, and as they take on harsher operating conditions, there is increased uptake of technologies for protecting propellers against the deleterious hazards of such conditions to better preserve their lifetime and efficiency.
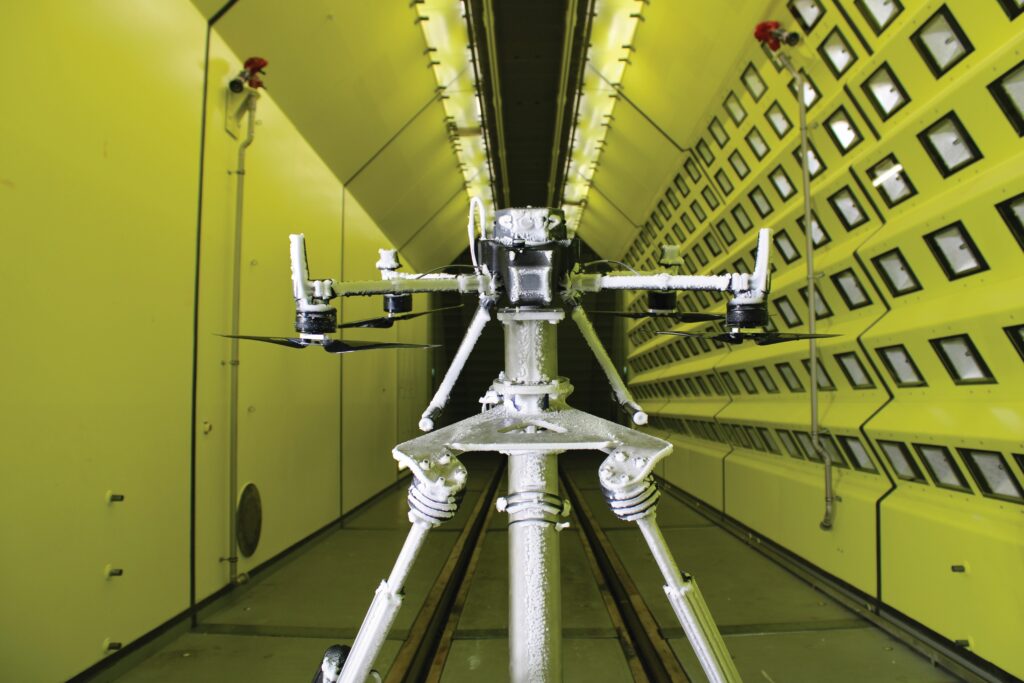
Blade icing, for instance, is not something that happens only in Arctic conditions or at high altitudes, despite many UAV manufacturers and operators assuming so. Icing in fact starts building on blades at 0 m ASL, particularly amid any kind of visible moisture conditions (such as freezing fog and rain) at or below 0 C.
(Image: Rail Tec Arsenal)
UAVs required to work 24/7 must therefore adopt some manner of anti-icing protection to prevent costly failures, such as missed deliveries by logistics drones, lost lives for medical drone services or the loss of strategic advantages by military drone operators to an opposing force that has successfully engineered all-weather drones.
However, conventional means of de-icing prop blades seen in crewed aircraft are often unsuitable for sub-100 kg UAVs. Electrothermal subsystems, for instance, consume immense energy to melt frost away amid the freezing wind speeds and temperatures each blade experiences – far more energy than can be set aside in today’s battery capacities. They also require slip rings, which significantly increase aircrafts’ weight and component costs. Similarly, the inflatable rubber ‘boots’ sometimes fitted along the leading edges of aircraft wings are too heavy to realistically provide a similar mechanical de-icing in propellers (of any size).

One promising fluid-based alternative combines a tank, pump, housing, tubes and nozzles to spray a proprietary and environmentally safe de-icing fluid (pumped along the rotor arms, from a reservoir conformal to and integrated on the drone body) onto propeller blades at automated intervals, where it can spread centrifugally to dissolve and dissipate ice.
The entire system weighs roughly 500 g when designed for a 9 kg industrial multi-rotor set to fly for 30 minutes (with larger versions customisable and deliverable). It is thus applicable to sub-25 kg UAVs, with R&D indicating promising feasibility for larger and heavier drones, including VTOL-transitioning aircraft whose lift and pusher or tractor propellers bear anti-icing protection.
Meanwhile, established methods for shielding propellers against damage from gravel, rain and other sources of erosion continue to migrate from crewed into uncrewed aircraft, with nickel-cobalt alloys still leading in terms of their mechanical flexibility, strength-to-weight ratio and longevity exhibited in leading-edge guard applications. Some research is also being conducted by propeller developers into plastic guards that could be cured directly onto blades as the composites themselves cure, as an especially cost-effective approach (pending the results of said research).
Other prop manufacturers take erosion prevention so seriously that they have vertically integrated the production and application of blade protection guards into their moulding processes, incorporating 3D recesses into their prop moulds based exactly on the volume and shape of the guard designed to match their blade.
Traditional leading-edge protection systems come with trade-offs, however, with the most glaring being that they often double or triple the price of the propeller to which they are bonded; hence, they are best applied to larger propellers that must last a certain duration to minimise the operator’s prop-related overheads.
Hence, some propeller designers and manufacturers aim to provide for effective-enough strength such that the bonding of extra material layers over their leading edges can be forgone, depending on targets for the use-case, maintenance costs, stock keeping and so on.
Careful consideration of carbon-to-resin ratios, material types and curing temperatures, for instance, all make a difference towards producing a stiffer propeller, which is more likely to resist erosion at its leading edge from the tiny, quick impacts of rain, gravel or dust. Certain ways of applying prepreg plies around the frontal curvature of filler foam can also strengthen the leading edge.
Intelligent designers

For a propeller supplier to formulate the absolute perfect propeller design for a discerning customer, an in-depth, real-time conversation must happen that covers all end-user requirements in terms of weight, cost, vehicle specifications, motor or engine specifications, and all desired performance parameters up to and including aerodynamic efficiency (which, although seeming an obvious core metric for propeller quality, remains sorely undervalued by vehicle integrators and operators).
However, a great many customers remain reluctant to share clear details of their vehicles and propulsion units with propeller manufacturers, failing to understand that propulsion information is vital to optimising how efficiently blade sizes, geometries and counts cut through air, and that vehicle CAD data can be crucial to identifying how airflow and air densities around the UAV body will change (and thus, elucidating the subsequent impacts on the optimal propeller design to account for those aerodynamics).
With such data in rich and digitalised forms, detailed CFD and FEA simulations can be run to discern the ideal propeller for an aircraft’s configuration, environment and mission. Naturally, some software and databases will yield more realistic simulations than others, and so lengthy experience of the aerodynamics of propellers driven by ICEs and electric motors (such as via analogous experience with crewed or model aircraft production) can be a critical differentiator between quality propeller suppliers.
Suppliers that record copious lengths of test data from dynamometers and wind tunnels will gain the advantage when it comes to improving simulation accuracies, and thus shortening development times via better starting points. More notably, however, at least one propeller manufacturer is successfully using AI to optimise its manually impregnated prop designs, without relying on prepregs to enforce consistency between units.
Much as with programmers using AI for code generation, propeller manufacturers can leverage AI as a useful assistant, first by rapidly analysing computer numerical simulations to refine their accuracies in light of empirical test databases. Further down the design pipeline, they can optimise propeller profiles in a few ways.

(Image: MagCAD)
These can include improvements in aero performance at changing Reynolds numbers, shrinking down a propeller’s hub or root size (because this part induces drag and contributes little to no lift) while preserving its structural integrity, or optimising winglet geometries to reduce vortices and thus noise output.
While FEA remains a fantastic tool for propeller optimisation, it is computationally intensive, driving up the resource and power requirements of companies reliant on it. AI design tools, by comparison, are relatively efficient, and are likely to become more so as their algorithms are improved through the input of more test data over time – although obviously, nothing yet beats such real-world tests when it comes to iterating and validating propellers as effective in real-world conditions.
Engineering and testing
With demand growing not only in scale but also urgency, some propeller suppliers are successfully accelerating their prototyping and development cycles (and, hence, their time to delivery for new prop designs) through more simplified, connected, and incisive approaches to testing and iteration.
Part of that comes down to reducing engineering-led paperwork, particularly in projects that are difficult to support with accurate data, such as for a prop driven by an unspecified or previously unknown engine. In such cases, it can be more sensible to quickly prototype a crude set of props or blades, and skip steps to get them running on a unit of said engine via a dynamometer, to commence with combustion mapping and pitch optimisations more rapidly.

Analysing both of these areas through real-world bench testing is especially crucial to customers whose UAV fleets will be in constant, intensive operation, as many engine manufacturers lack solid performance mapping with regards to their pairings with propellers that have been properly optimised for either take off or cruise (depending on application requirements).
Any fleet operators serious about reducing fuel or electricity overheads would be equally wise to choose propellers that have been thoroughly vetted for aerodynamic efficiency in their expected mission conditions. Partnering with a supplier that shares a close working relationship with a wind tunnel laboratory (particularly one with extensive facilities including multiple sizes of wind tunnels, to right-size the test environment and logistics to each propeller and vehicle) is key to cost-efficient and successful aerodynamic development.
With high-end performance objectives in mind, propeller engineers increasingly prize manually adjustable variable pitch props for their R&D because being able to alter prop pitches by hand between stops and starts (of engines or wind tunnels) can shorten product development times by days, compared with having to make a new, updated fixed-pitch prop after each round of testing. Similar gains can be made through cloud-hosted data storage and analytics, by which engineers in multiple cells or departments can read and interpret test data as they are generated in real time, and thus immediately use them as feedback for their own work or to flag-up relevant concerns to the test cell in question.

(Image: Falcon Propellers)
On top of adhering to specific aerospace standards, high-end prop manufacturers are adopting more aggressive means of proving and validating the integrity of their prototypes before green-flagging them for flight tests or production.
For one, the use of shower-like rain simulation machines is serving in slightly accelerated lifetime tests of propellers and leading-edge protections destined for precipitation-rich environments. Similarly, suppliers increasingly perform ping tests, striking a prototype prop to measure its natural vibrational frequencies, to better understand its strength, structural integrity and vibration damping requirements (among other parameters). Going deeper, some look further into prop materials via rheological tests (to analyse resin system processability), and metallographic and spectroscopic composition analysis.

Among manufacturers aiming for quality propellers, these practices are rapidly becoming as mainstream as structural testing (including tensile, compression, bending and shear tests), dynamic balancing tests and dynamometer performance tests.
For projects aimed at delivering large batches (or series) of high-quality, high-performance propellers, testing for production variances within those batches to be manufactured can be critical for avoiding failures mid-operation. This can involve 3D scanning of hundreds of prototypes for a specific design in order to map fluctuations in their geometric tolerances, identify averages and acceptable margins of error and determine causes behind any excesses beyond those margins.
The size of those margins can vary in scale or utility depending on how manual or automated the production process is; for instance, whether a company performs wet or hand lay-ups of carbon, versus machinery for much more highly controlled compression or hot press moulding with prepreg materials.
For the latter, tracking prototype geometry variances can help process engineers clearly identify important issues like storage errors or moulds approaching end-of-life. For those especially hungry for data, X-raying, ultrasonic or CT scanning of props can yield microscopic grades of detail and understanding, but the expense of such technologies runs far higher than simply cutting open a prototype, which would provide an even clearer view both into the prop materials and into how manufacturing processes may be refined or error-proofed.
Manufacturing
For those propeller manufacturers prioritising scalability, a rising number of output batches are produced using prepregs, which save time and aid consistency in production versus hand lay-ups, while potentially meaning disadvantages such as higher material costs, expensive cold storage requirements and reduced design versatility (with some wet lay-up propeller makers achieving remarkably thin propeller shapes with decent consistency through their skillsets).

When prepreg is combined with automated machinery for compression moulding or hot-pressing systems capable of curing blades in less than 10 minutes, production and delivery times are shortened dramatically.
Research among such companies is ongoing into further means of accelerating output, such as use of higher curing temperatures, faster curing epoxies and fabrics braided to optimise strength versus weight (the latter not only contributing to propeller lightness and potentially also performance, but also being easier to handle and fit into moulds).
One can also see more companies investigating thermoplastics as a less costly (but no less safe) alternative to thermoset resins, along with other material innovations such as ways of injecting foam into blade hollows rather than using solid cuts of foam, although these remain some distance away from integration into real-world production.
But, again, hand lamination of propellers can still yield sizeable quality and versatility advantages for customers chasing the last 10–20% of propeller performance. UAV manufacturers continue specifically opting for propellers hand-manufactured in this way for a variety of high speed, highly dynamic applications, including in catapult-launched systems, VTOL-transitioning systems, and multi-rotors doing contact-based work (which typically relies on a rear propeller rapidly switching between pusher and tractor modes).
Across the board, however, cost, time and quality advantages are all being derived through increased automation. To some degree, that means companies investing in new machinery and networked solutions for remote control, monitoring and analysis. However, there can be limits to how feasible it really is to simply buy a new machine and have it accomplish large swathes of work.
Beyond the use of compression or hot press moulding machines, process-minded companies are engaged in continual analysis of their internal processes in order to break them down into smaller steps and thereby identify opportunities where propeller production may be automated.
Quality control
For now, as production numbers ramp up into the tens of thousands of props per month, achieved via combinations of automation and increasing worker shifts, it becomes vital for suppliers to implement good QC practices to complement thorough testing of prototype manufacturability.
Control is often put at the very centre of manufacturing processes because any defects that occur during lay-up or curing are often difficult to recover later during inspections after manufacturing.

(Image: Mejzlik)
Thankfully, quality consistency can be assured through the curing machinery itself, with some newer press-type systems capable of being controlled to specific parameters for closing force and mould-to-mould distances, thereby minimising deviations from the target blade shape. Traditional autoclaves, by contrast, may be limited to tight control on the mould side of the blade, with comparatively less control on the other side where a vacuum bag or similar tool may instead be applied.

(Image: Lighter Propeller)
Alternately, some manufacturers opt for bolting two moulds together, which achieves close control on both the upper and lower prop faces, but may then cause geometric inconsistencies between propeller shapes, correlating directly with how consistently the production team torques the moulds’ bolts from unit to unit.
While one might assume from this that wet lay-up propellers cannot be quality controlled; this would be incorrect because certifiable wet lay-up propellers are rigorously subjected to optical checks and various types of scanning to ensure their integrity and adherence to specified tolerances.
Fabrics, resin batches, prepregs and moulds, for traceability purposes, may be tracked and traced via batch serial numbers or QR codes, including how long and under what conditions a unit of prepreg was kept in its freezer to diagnose the cause of a minor defect or quality shortfall.

Individual personnel, meanwhile, may also log their jobs, specific activities and specific tools that they take, utilise, return or relocate per shift – practices that many of our readers working in dedicated and certified aerospace facilities will be familiar with, now increasingly applied in UAV propeller factories.
Future
On top of pursuing continued scalability and quality, propeller companies are taking close note of the ongoing progress of the advanced air mobility industry, with some real-world trials commencing under the auspices of national aviation authorities during 2026.
Thus, R&D will continue into various forms of pitch variation, advancements across propeller manufacturing, and optimisations to match props to new launches in electric motors and low-carbon combustion engines. Furthermore, the uptake of VTOL-transitioning configurations across uncrewed aircraft and autonomous taxis carrying people is already spurring seminal investigations into vibrations and inefficiencies experienced at the propeller level (and upstream into the motors and bearings) during the moment of transition.
Other groundbreaking work can be expected to follow. It is a far cry from the industry’s tendencies a decade ago, where model or even toy aircraft propellers – cheap and horribly inefficient things – were widely used, to the detriment of serious operators. Fortunately, wiser minds have a habit of prevailing in the uncrewed world, and a quick look at the propellers of today is clear proof of that.
Acknowledgements
The author would like to thank Manfred Greve and Christoph Danders of MagCAD, Joscha Mayntz and Jesse Hamad of Helix Propellers, Vicky Lee of Lighter Propeller, Reinhard Puffing of Pegasus R&D, Tomas Mejzlik Jr of Mejzlik Propellers, and the team at Falcon Propellers for their help in researching this article.
UPCOMING EVENTS

